
Author Jennifer Morningstar

Heat exchangers, as the name implies, are used to bring a process stream to a desired temperature. They can heat or cool either gases or liquids. They are fairly intricate in their construction, therefore not the cheapest piece of equipment to purchase. For that reason, facilities don’t keep “spare” exchangers lying around, so when they fail catastrophically, the entire manufacturing process goes down with them… and stays down until they are fixed or replaced. Ow!
One design type of heat exchanger is shell and tube and is shown below.


Typically, the process stream to be heated or cooled is passed through tubes and either water or steam or another available heating/cooling media is passed through the shell. This type of heat exchanger is very commonly used to boil process streams at the bottom of distillation columns, which separate materials with different boiling points.
Back in my manufacturing days, we had the tubes of three heat exchangers on three different distillation columns fail simultaneously. Inside the tubes was 600 psig steam, which is about 489°F. The high-pressure steam escaped up into the columns and blew the process material out the upper take-off piping. That process material ultimately solidified and had to be removed using high-pressure water jet cleaning. The heat exchangers that failed were the first ones fed from our boilers which led investigators to focus on the steam. They determined that too much chlorine had been accidentally added to the boiler feed water. Chlorine becomes more corrosive at higher temperatures. In our case, the tubes corroded until the walls were so thin they couldn’t withstand the high-pressure steam on the other side.
That plant was shut down for one hundred days while new heat exchangers were fabricated. During that time, our sister plant had to ramp up its production, but that wasn’t enough to meet the demand. We had to purchase material from our competitor to keep up with our final product contracts. Again, OW!
In commercial and industrial water chillers, water is considered to be the process stream and is in the tubes of the heat exchanger. The refrigerant used is on the shell side. If not operated properly, the water can be chilled past its desired temperature and all the way to its freezing point. If the water freezes in the tubes, it will expand and rupture them. Depending on the amount of water that escapes into to refrigerant space, the chiller may either be cleaned or may need to be replaced.

The image above is from a water chiller that suffered a freeze failure. The tube is smooth around the rupture because it was pressed back into shape when it passed through the tube sheet while being removed from the tube bundle. Before its removal, the edges of the rupture would be open and distended away from the tube. This is often referred to as a ‘fish mouth.’
Another design type of heat exchanger is plate and frame and is shown below.
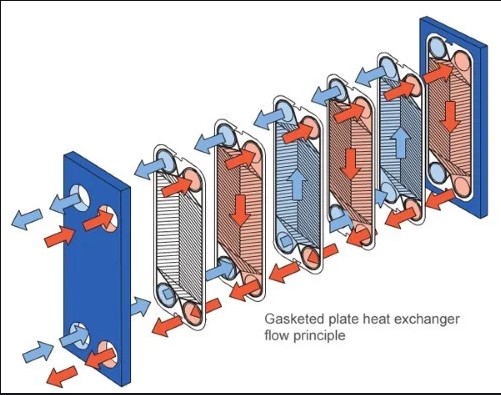

The ability to add more plates or remove plates to vary the amount of heat transfer that takes place is one advantage to this design.
Warren investigated a failure of a plate and frame heat exchanger at a biodiesel manufacturer. The root cause was determined to be insufficient tightening of the threaded rods that clamped the plates on the frame together and when it was started up, material escaped the exchanger. The entire batch of biodiesel had to be discarded due to the failure. Other modes of failures in plate and frame heat exchangers are improper gasket installation or improper plate orientation.
The cases above are just a few of the ways that a heat exchanger can fail and take a process offline, resulting in business interruption and unplanned capital and maintenance expenditures. Being aware of the common causes of heat exchanger failures is the first step in preventing their occurrence.
As President of The Warren Group, Jennifer Morningstar, B.S.Ch.E, P.E., CFEI, has over 20 years of engineering experience. Her areas of emphasis include chemical release & exposure, OSHA compliance, boiler systems, industrial accident investigation, fires & explosions, product liability and scope of damage/cost to repair analyses. She spent 16 years working at a polyethylene terephthalate (PET) manufacturer. She is an OSHA-trained Process Hazard Analysis study leader and completed Root Cause Failure Analysis training to become an Incident Investigator. Jennifer authored procedures for lockout/tagout and confined space entry. She has experience as an energy management consultant in a variety of industries including mineral extraction, pulp & paper, animal harvesting & packaging (including rendering) and grain milling. Jennifer holds a Bachelor of Science Degree in Chemical Engineering from Virginia Polytechnic Institute and State University as well as a Master of Business Administration from the University of South Carolina.
